Aluminum Gravity Casting
Our primary process. Permanent-mold gravity casting with A356 and ZL114 alloys. Parts up to approximately 2 m can be evaluated subject to drawing review, with T5/T6 heat treatment and production monitoring.
What gravity casting is best for
Gravity casting is often evaluated for structural, heat-treatable, or pressure-tight aluminum parts when wall thickness, feeding, and internal-quality control matter. Compared with HPDC, process choice depends on geometry, alloy, volume, tooling, machining, and validation requirements. Common RFQ families include pump housings, valve bodies, structural brackets, and industrial equipment housings.
Why Gravity Casting
6 Reasons Engineers Choose
Gravity Casting
Mechanical Property Planning
Gravity casting with suitable A356 or ZL114 heat-treatment routes can be evaluated for structural programs. Mechanical targets are confirmed from the alloy specification, drawing, and validation plan.
Large Part Capability
Bohua can evaluate gravity-cast parts up to approximately 2 m. Final fit depends on geometry, tooling, handling, machining, and inspection requirements in the drawing.
Controlled Process Window
Fill rate, mold temperature, and solidification are held to a defined process window and monitored against it, so anomalies are caught before they become defects. Stable, repeatable cycles reduce idle time and improve throughput.
Cost-Effective Tooling
Gravity casting molds can reduce upfront tooling investment versus high-pressure die casting when the part geometry and volume fit the process. Tooling timing is confirmed during RFQ review.
T6 Heat Treatable
A356 and ZL114 gravity castings can be evaluated for T5 or T6 heat treatment. The route and mechanical acceptance criteria are confirmed for each project.
Pressure-Tight Castings
Gravity casting can be evaluated for pneumatic and hydraulic applications when the drawing defines the test method, medium, pressure, duration, and acceptance criteria.
Our Process
From Design to
Finished Part
Mold Design & Tooling
DFM review, gating system design, thermal analysis. Tooling fabricated from H13 tool steel.
Melt & Alloy Control
Oxford OES and a vacuum hydrogen analyzer support alloy and melt-condition control according to the project plan.
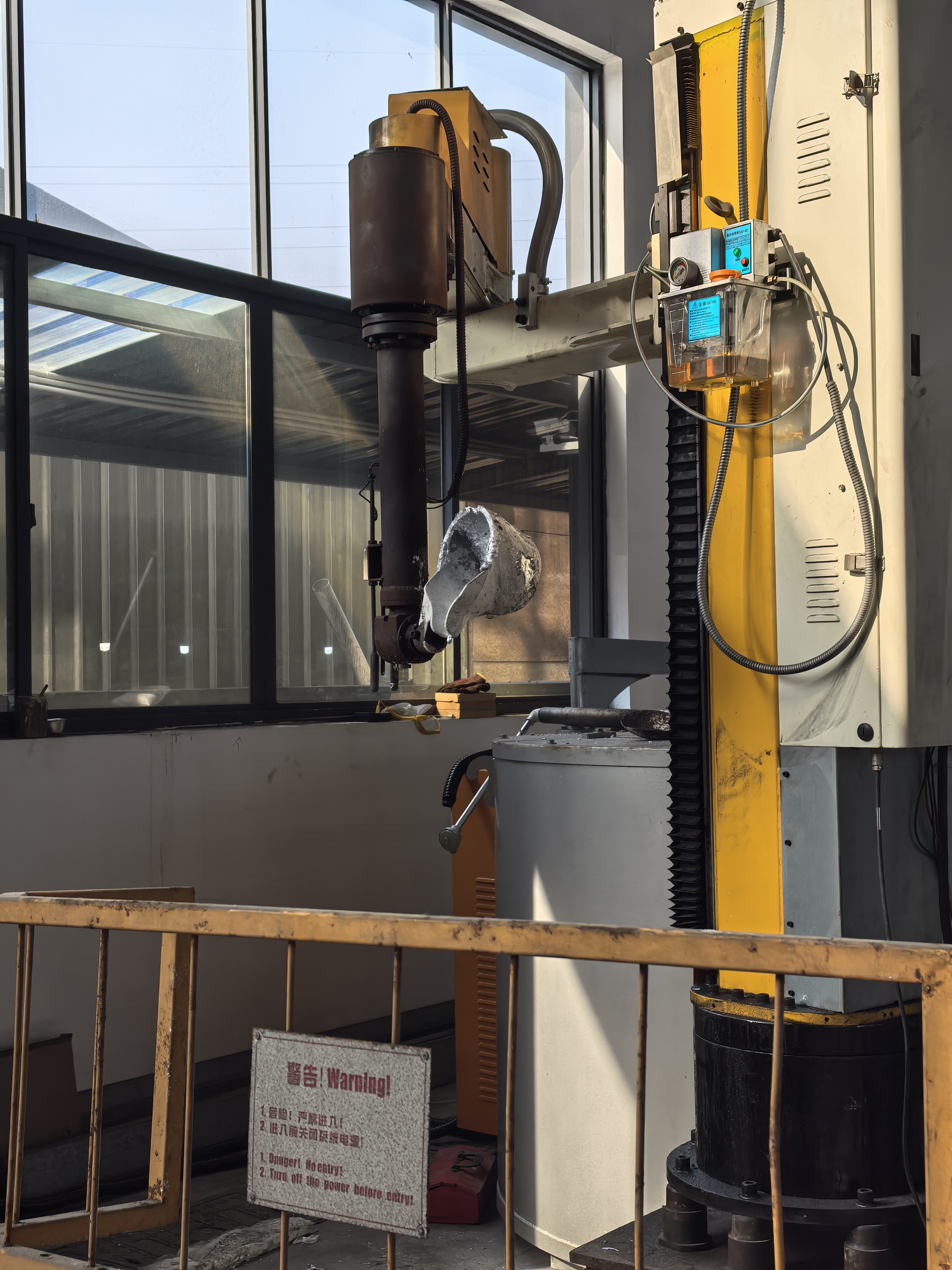
Automated Gravity Pour
Automated pouring supports a controlled fill route. Bohua's AI-assisted system is live for internal production and review workflows.
Controlled Solidification
Cooling rates optimized per geometry. Directional solidification for critical sections.
Heat Treatment
T5/T6 heat-treatment routes are available for suitable alloys and project requirements.
Machining & Finishing
CNC machining to final dimensions. Deburring, shot blasting, surface treatment as required.
Inspection & CMM
X-ray NDT, CMM dimensional check, mechanical property testing, and traceability planning aligned with buyer quality requirements.
Part family suitability
| Part family | Alloy fit | Wall (mm) | Heat treat | Inspection priority |
|---|---|---|---|---|
| Pump housings | A356 / ZL114 | 5–12 | T6 | Leak + CMM |
| Valve bodies | A356 / ZL114 | 4–10 | T6 | Leak + dimensional |
| Brackets / structural | A356 | 6–15 | T6 | Dimensional + UT |
| Industrial equipment housings | A356 / ZL114 | 6–20 | T5/T6 | Dimensional |
| Reducer / gearbox housings | A356 | 8–15 | T6 | Bearing-seat CMM |
Gravity vs Low-Pressure vs HPDC
How to choose the right casting route for your program.
| Criterion | Gravity | Low-Pressure | HPDC |
|---|---|---|---|
| Wall thickness sweet-spot | 5–15 mm | 4–12 mm | 1–4 mm |
| Cycle time | Minutes | Minutes | Seconds |
| Porosity risk | Low | Very low | Medium-high |
| T6 friendliness | Yes | Yes | Usually no |
| Tooling cost | Medium | Medium-high | High |
| Best for | Structural, pressure-tight | High-density, sealing | High-volume thin-wall |
The comparison is a general process reference, not a Bohua delivery guarantee. Final values and acceptance criteria are confirmed from the drawing and project requirements.
Gravity Casting FAQ
What is aluminum gravity casting?
Aluminum gravity casting (also called permanent mold casting) fills a reusable metal mold under gravity rather than high-pressure injection. Process fit for structural or pressure-tight components depends on geometry, alloy, tooling, heat treatment, and the agreed inspection plan.
What alloys are used in gravity casting?
The most common gravity casting alloys are A356 (AlSi7Mg) and ZL114. These alloys offer excellent castability, can be T6 heat treated for enhanced strength, and provide good corrosion resistance. A356 is the industry standard for automotive structural parts.
What is the maximum part size for gravity casting?
Bohua can evaluate gravity-cast parts up to approximately 2 m, subject to drawing review. Process fit depends on geometry, tooling, handling, machining, and inspection requirements.
How does gravity casting compare to die casting?
Gravity casting is compatible with T6 heat treatment and is often selected for structural or thicker-section parts. Die casting is generally faster for thin-wall, high-volume parts. Tooling cost depends on geometry, mold design, volume, and validation scope, so the route should be confirmed after drawing review.
Can gravity cast parts be heat treated?
Yes. Gravity-cast A356 or ZL114 parts can be evaluated for T6 heat treatment. Mechanical targets and the heat-treatment route should be confirmed against the alloy specification, geometry, casting quality, and customer drawing.
Related Resources
Go Deeper into Gravity Casting
Sourcing Categories
Technical Articles
Ready to Discuss Your Part?
Send drawings, alloy targets, volume, machining scope, and inspection requirements for gravity-casting process review.
Get a Quote